




















 2024-10-17
2024-10-17
文章导航:
① 袋装物料投料(吨袋及小袋)自动化需要注意的5件事
② 6款行业领先的成熟投料设备推荐
③ 10大物料处理系统:基于核心优势的产品延伸
在电池制造、食品、制药、化工、橡塑等多个应用行业,物料处理的效率和安全性至关重要。然而,这些行业在投料工序段仍面临自动化程度低、扬尘、产能不稳定等问题。
对此,宏工科技敏锐洞察市场需求,在投料领域持续发力,从降低扬尘、提升投料效率的通用型吨袋解包站与小袋解包站,到实现单袋解包的全自动小袋拆包机,再到实现全自动无人化投料的层装式小袋拆包机、全自动吨袋拆包机等,阶段式满足客户需求,为行业带来高效、稳定、无扬尘的投料解决方案。

一、关于袋装物料投料自动化,需要首先关注5件事:
1. 了解自动化的必要性
随着市场竞争的加剧,企业需对生产效率和灵活性做出响应。若您的企业面临人力短缺、产能不稳定或生产环境污染等问题,自动化设备能够帮助解决这些痛点,提高生产效率并减少人力成本。
在当前国际形势复杂多变的背景下,市场的不确定性让“机器换人”的呼声愈发高涨。推进生产自动化、数字化与智能化不仅是应对人力短缺、提升生产效率的必由之路,更是增强企业韧与竞争力的关键所在。特别是食药化塑与电池制造等宏工科技主要业务板块,对降本增效、技术驱动的需求日益强烈,对设备厂商也提出了更高要求。
2. 评估工厂当前生产阶段
若您处于手动投料阶段,劳动强度高且效率低,自动化将是提升生产力和降低人力成本的关键一步。确保识别当前瓶颈,有助于制定切实可行的自动化计划。随着规模化生产的普及,宏工科技专注物料处理技术革新,在投料工序段形成了吨袋解包站、小袋解包站、槽罐车投料系统、集装箱投料系统等多款解包投料设备与技术(Unpacking & Feeding System (ongoaltech.com)),无论您处于哪一阶段,均有相应的设备可供选择,为行业带来了整洁有序、无尘洁净的生产环境。
3. 分析设备的系统集成与兼容性
选择吨袋投料设备时,确保其能够与现有生产线和控制系统无缝集成。如果您的生产线较为复杂,可能需要考虑设备的兼容性和灵活性,以避免整合过程中出现的额外成本和时间延误。深度解析宏工的发展轨迹,可以看出,公司产品线或技术发展线路的扩张均基于宏工科技的核心优势“物料处理技术(RESEARCH (ongoaltech.com))”逐步衍生。同时,宏工科技的模块化撬装设计以“构建块”理念为基础,能够快速设置,降低安装时间和成本,同时提升整体效率。这种设计满足了国内外对高效、优质和快速交付的需求,确保了生产线的顺畅运作。
4. 关注安全与环保设计
考虑安全性和环保设计是现代企业面临的关键问题,尤其是在环保法规日益严格的背景下。随着法律要求和客户对可持续发展的期望不断提高,许多企业开始采用全封闭的卸料系统,例如宏工科技提供的解决方案,来应对这些挑战。
研究表明,采用先进的安全和环保技术(如粉尘控制系统)的企业,不仅减少了法律风险,还提升了品牌形象。这在客户日益注重企业可持续发展表现的市场中尤为重要。此外,通过满足高标准的环保要求,这些企业还提高了运营效率和市场竞争力。投资此类系统可以帮助企业在遵守不断变化的法规的同时,吸引更多注重环保的客户群体。
5. 选择全面的售后服务与支持
自动化设备的维护和技术支持至关重要,不仅有助于提升设备的使用寿命,还能显著减少停机时间,保持生产的连续性。根据市场研究,缺乏有效支持的企业在设备出现故障时通常会面临更长的停工时间和更大的生产损失。因此,选择能够提供及时维护和全面技术支持的供应商至关重要,可以帮助企业降低运营风险并提高生产效率和可靠性。
宏工科技通过在韩国、欧洲和北美设立子公司,逐步建立24/7的快速响应机制,为客户提供本地化的支持,这不仅解决了设备维护的及时性问题,还提高了客户的满意度和生产稳定性。此外,宏工科技积极对接国际标准,如欧盟的CE认证、美国的UL认证、ATEX防爆体系等,确保设备符合全球市场的法规和质量要求,从而为企业的全球化扩展提供了有力的保障。
二、6款行业领先的投料设备推荐
1. 全自动吨袋拆包机
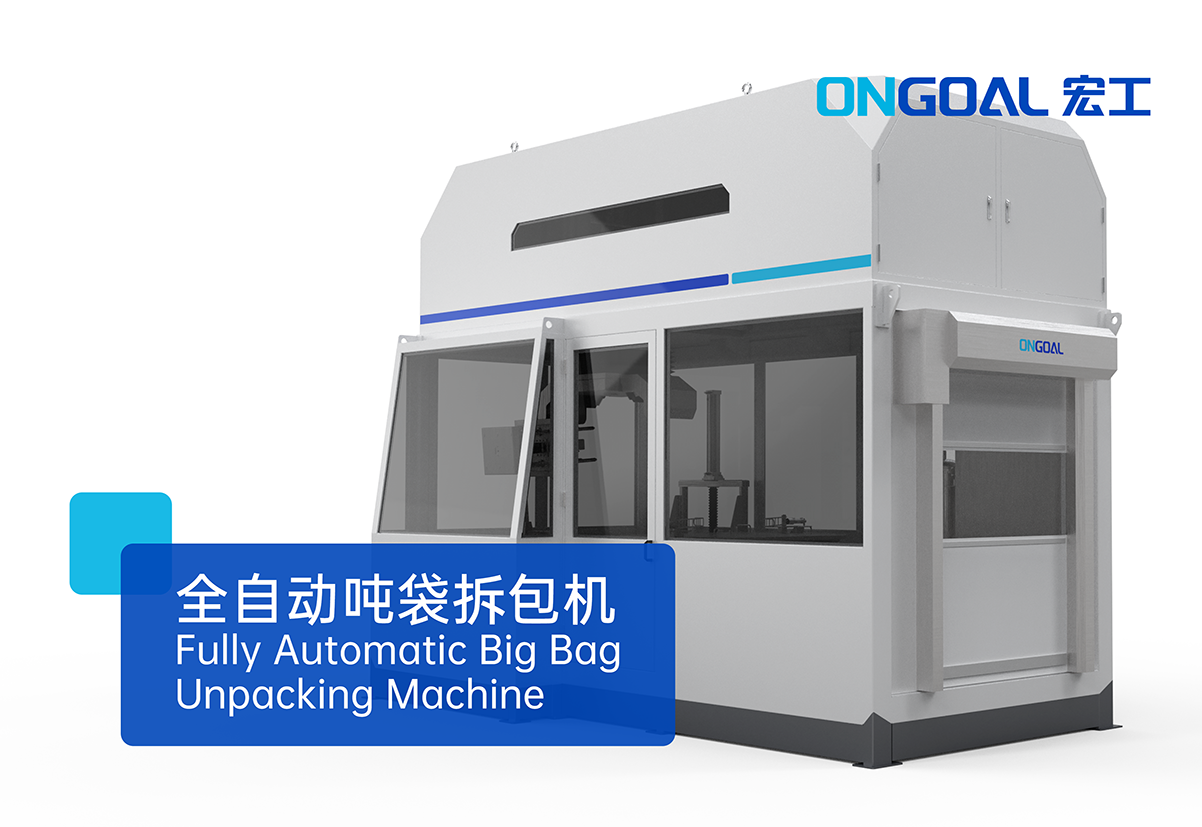
l 物料残余率≤0.03%
l 拆包速度20包/小时
l 16项专利设计,无损抓袋/投料/理袋自动化
粉尘自动化管控回收,全过程无金属异物引入,适用于三元、铁锂等高附加值电池材料的投料生产。
2. HQDC系列全自动吨袋拆包机

l 物料残留率<0.09%
l 拆包速度20-30包/小时
整机全密封,拆包过程氮气保护,适用于易氧化、腐蚀性强或对清洁度有较高要求的特殊物料处理。
3. 全自动小袋拆包机

l 物料残留率约0.1%
l 拆包速度100包/小时
适用于25kg左右不同类型的小袋包装物料,无需特别定制袋形,的自动拆包作业。
4. 层装式小袋拆包机
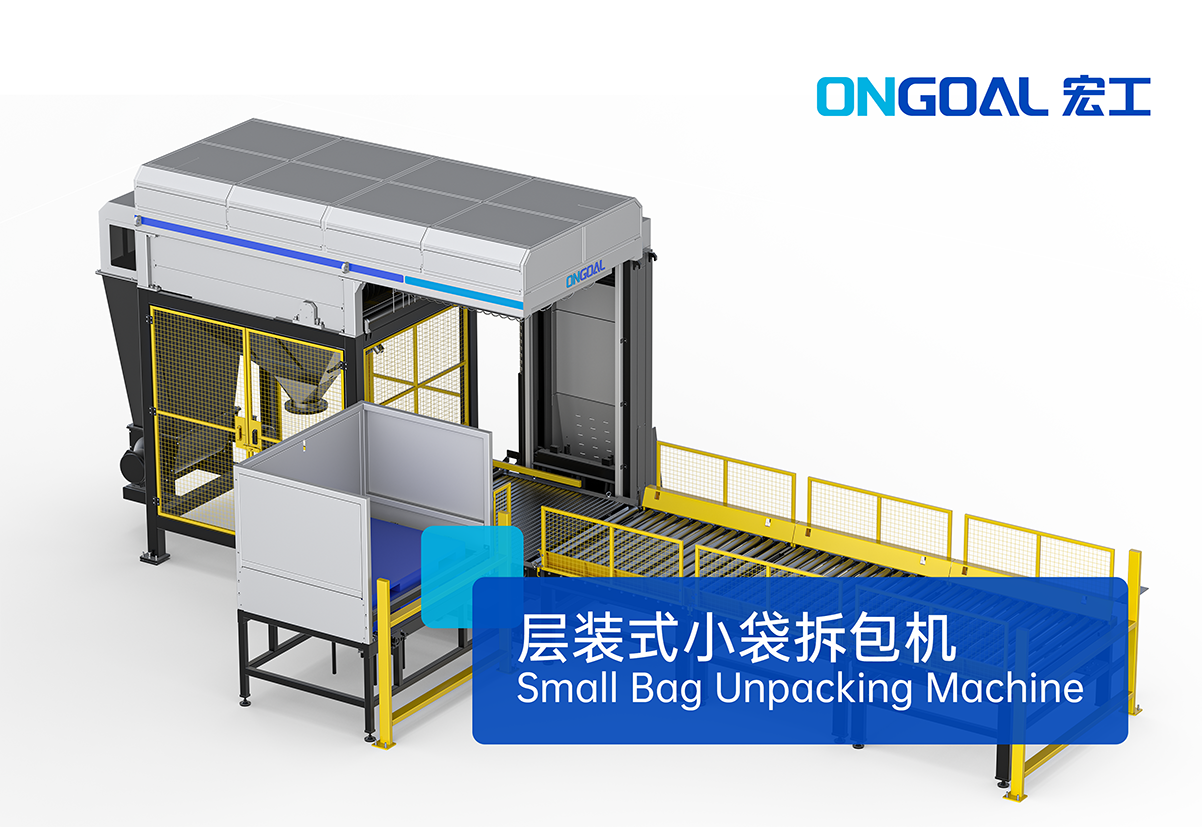
l 物料残留率≤0.05%
l 拆包速度400-600包/小时
l 逐层抓取码垛堆叠的小袋物料拆包
适用于多种材质包装袋与多种规格托盘,从托盘上线、到空托盘堆垛、废袋回收,实现批量自动化生产。
5. 通用型小袋解包站
可具体依物料需求定制
投料无粉尘
6. 通用型吨袋解包站
可具体依物料需求定制
投料无粉尘
三、十大物料处理系统:基于核心优势的产品延伸
深度解析宏工的发展轨迹,可以看出,公司产品线或技术发展线路的扩张均基于宏工科技的核心优势“物料处理技术”逐步衍生。比如公司目前在解包投料、存储破拱、气力输送、计量配料、混合干燥、搅拌制浆、分散研磨、成品包装、除尘清洁、智能控制等物料处理领域上均有突破性成果,结合自主软件开发,为行业提供一站式的物料处理解决方案。
其中,自动化投料作为物料处理最前端的工序,也是宏工的重点开发领域,全面覆盖不同行业、不同包装形式的物料的拆包投料需求。如今,全自动吨袋拆包机、全自动层装式小袋拆包机作为自动化投料设备的典型,已在多个智能工厂得到应用,帮助客户实现高效运营、洁净生产。
宏工科技股份有限公司是一家提供物料处理自动化系统与设备、成套工程、设备配件、自动控制系统软件和技术服务的国家高新技术企业。其核心业务为“行业一站式解决方案”,针对粉体、颗粒物料的解包投料、储存破拱、气力输送、计量配料、混合均化、搅拌制浆、粉碎干燥、包装等生产环节,可提供从规划设计、生产制造、安装调试到售后服务的一站式服务。应用行业覆盖电池匀浆、电池材料、电池回收、精细化工、橡胶塑料、食品医药、无机材料等行业。




